|
Dettagli:
|
| Workpiece: | general machining of steeland stainless steel | Type: | Small hole inner diameter grooving blade |
|---|---|---|---|
| Sample: | Available | Processing type: | grooving |
| Coating: | PVD CVD | Usage: | parting and grooving |
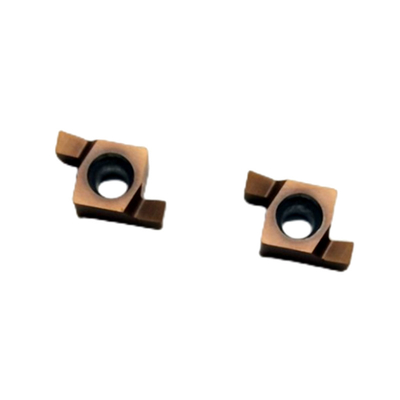
| Evidenziare: | Inserti per troncatura e scanalatura 8GR200,inserti per troncatura e scanalatura con rivestimento PVD |
||
Lama per scanalatura del diametro interno del foro piccolo in carburo CNC 8GR200 per il taglio
Caratteristica Vantaggio:
| modello | L1(mm) | L2(mm) |
| 6gr | 6.44 | 4.76 |
| 7gr | 7.36 | 5.56 |
| 8gr | 16.10 | 6.35 |
| 9gr | 12.95 | 6.35 |
Informazioni sull'azienda:
Siamo una società commerciale con 2 stabilimenti nel Sichuan. Cina.
Un produttore con 8 anni di esperienza nella produzione di utensili da taglio in metallo duro,
tra cui tornitura in metallo duro, fresatura, filettatura, inserto per scanalatura, fresa in metallo duro, punte da trapano, ecc.
Specifica completa dell'inserto per fresatura in metallo duro.
Attualmente abbiamo più di 2000 prodotti diversi principalmente da marchi di tutto il mondo.
sandvik, iscar, mitsubishi, kyocera, korloy, sumitomo, ecc.
Possiamo fornire campioni gratuiti per la maggior parte dei prodotti (ad eccezione di alcuni speciali, possiamo comunicare con te in dettaglio). Puoi aggiungermi whatsapp e wechat per comunicare di più.
Informazioni tecniche :
La scanalatura e la separazione sono applicazioni di tornitura uniche per molte applicazioni di lavorazione che richiedono utensili speciali.Questi strumenti possono essere considerati in una certa misura un'estensione della tornitura ordinaria.
Le operazioni di scanalatura e separazione dovrebbero considerare tre diversi aspetti per determinare il metodo e la soluzione di stampaggio migliori:
Caratteristiche del pezzo in lavorazione di troncatura e scanalatura:
Analisi delle dimensioni della gola e dei requisiti di qualità da lavorare: tipo di lavorazione, profondità della gola, larghezza della gola, raggio esterno e requisiti di qualità.
Materiale, forma e quantità del pezzo.
Se il materiale ha buone prestazioni di rottura del truciolo
Lotto di produzione: stozzatura singola oa lotti
Se il pezzo può essere bloccato in modo sicuro
Rimozione del truciolo
Parametri macchina.
Stabilità, potenza e coppia, soprattutto per componenti di grandi dimensioni
Fluido da taglio e refrigerante
Se il materiale a truciolo lungo necessita di refrigerante ad alta pressione per rompere i trucioli
Limite di velocità
Usa tutto il supporto possibile
La tempestiva sostituzione delle lame usurate renderà il costo delle nuove lame più economico rispetto a quello delle lame eccessivamente usurate.
Sostituire le aste usurate o danneggiate.
Non cercare di riparare la torretta.
domande frequenti:
1. Usura della lama anteriore (questa è una forma comune di efficacia)
Impatto: la dimensione del pezzo cambia gradualmente o la finitura superficiale diminuisce.Motivo: la velocità lineare è troppo alta, raggiungendo la vita utile dell'utensile
Misure: regolare i parametri di lavorazione, come la riduzione della velocità lineare e l'utilizzo di lame con maggiore resistenza all'usura
2. Problema coltello rotto (scarsa forma pratica)
Impatto: cambiamento improvviso delle dimensioni del pezzo o della finitura superficiale, con conseguenti scintille e sfocatura della superficie
Puntura.
Motivo: impostazione parametri errata, selezione errata del materiale della lama, rigidità del pezzo
Ok, il bloccaggio della lama è instabile.
Misura: controlla se le impostazioni dei parametri di elaborazione sono ragionevoli e seleziona i materiali corrispondenti in base al pezzo
Strumento per
3. Frattura grave (forma molto inefficace)
Impatto: occorrenza improvvisa e inaspettata, con conseguente rottamazione di materiali del manico dell'utensile o pezzi difettosi
Rottame.
Motivo: errore di impostazione dei parametri di elaborazione, pezzo o lama dell'utensile vibrante non installati in posizione.Misura: impostare parametri di elaborazione ragionevoli, ridurre la velocità di avanzamento e la selezione del truciolo a
Lame adatte per la lavorazione.Rafforzare la rigidità del pezzo e della lama.
4. Tumore desquamato
Impatto: dimensioni incoerenti del pezzo sporgente, scarsa finitura superficiale e adesione del velluto sulla superficie del pezzo
Schegge o sbavature.
Motivo: la velocità di taglio è troppo bassa e la velocità di avanzamento è troppo bassa.La lama/lama non è abbastanza affilata.Misure: Aumentare la velocità di taglio e utilizzare una lama con maggiore affilatura per la velocità di avanzamento.
![]()
Persona di contatto: Mr. yuan
Telefono: +86 18797881202